用于符合 DIN 841 和 DIN 1880 标准的角度面铣刀和符合
符合DIN 6358,锥度SK40 AD/AF符合 DIN ISO 7388-1(原DIN 69871)。
AD/AF:中心冷却或可密封的法兰冷却。
壳铣刀刀柄, DIN ISO 7388-1, SK40
(旧标准 DIN 69871)

壳铣刀刀柄, DIN ISO 7388-1, SK40
(旧标准 DIN 69871)
质量护照
刀柄精细动平衡 G2.5, 22,000 1/min
所有的功能表面都是精加工的
锥柄公差符合AT3
切削液供给采用 AD/AF 型
交付范围
- 带拉紧螺钉、传动环和滑键
翰默-小贴士
For a constant and acurate cooling of te cutting tool we recommend coolant bores on the front side. (on request)
壳铣刀刀柄, DIN ISO 7388-1, SK40
| 说明 | 规范: | 价值: 公制/ 寸 |
|---|---|---|
| A长度的版本 | 短 | |
| 长度A | A | 55 mm |
| 直径2 | D2 | 32 mm |
| 长度1 | L1 | 27 mm |
| 长度2 | L2 | 17 mm |
| 接口 | SK40 | |
| 夹持部位的直径 | D1 | 16 mm |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的单元基础 | C14 | 9 |
| 机器侧的连接代码的格式 | C12 | 17 |
| 机器侧的联接螺纹的名义尺寸 | C13 | M16 |
| 机器侧的连接代码的尺寸 | C2 | 0400 |
| 机器侧的连接代码的类型 | C11 | SKG |
| 公司的识别 | J3 | HAI |
| 质量(重量) | D7 | 1,090 kg |
| 到机器端的接口代码 | J6 | SKG04001795 |
| Connection code type machine side | CCTMS | SKG |
| Company identification | COMPC | HAI |
| Weight | WT | 1,090 kg |
说明
壳铣刀刀柄, DIN ISO 7388-1, SK40
(旧标准 DIN 69871)
质量护照
刀柄精细动平衡 G2.5, 22,000 1/min
所有的功能表面都是精加工的
锥柄公差符合AT3
切削液供给采用 AD/AF 型
用于符合 DIN 841 和 DIN 1880 标准的角度面铣刀和符合
符合DIN 6358,锥度SK40 AD/AF符合 DIN ISO 7388-1(原DIN 69871)。
AD/AF:中心冷却或可密封的法兰冷却。
符合DIN 6358,锥度SK40 AD/AF符合 DIN ISO 7388-1(原DIN 69871)。
AD/AF:中心冷却或可密封的法兰冷却。
交付范围
- 带拉紧螺钉、传动环和滑键
翰默-小贴士
For a constant and acurate cooling of te cutting tool we recommend coolant bores on the front side. (on request)
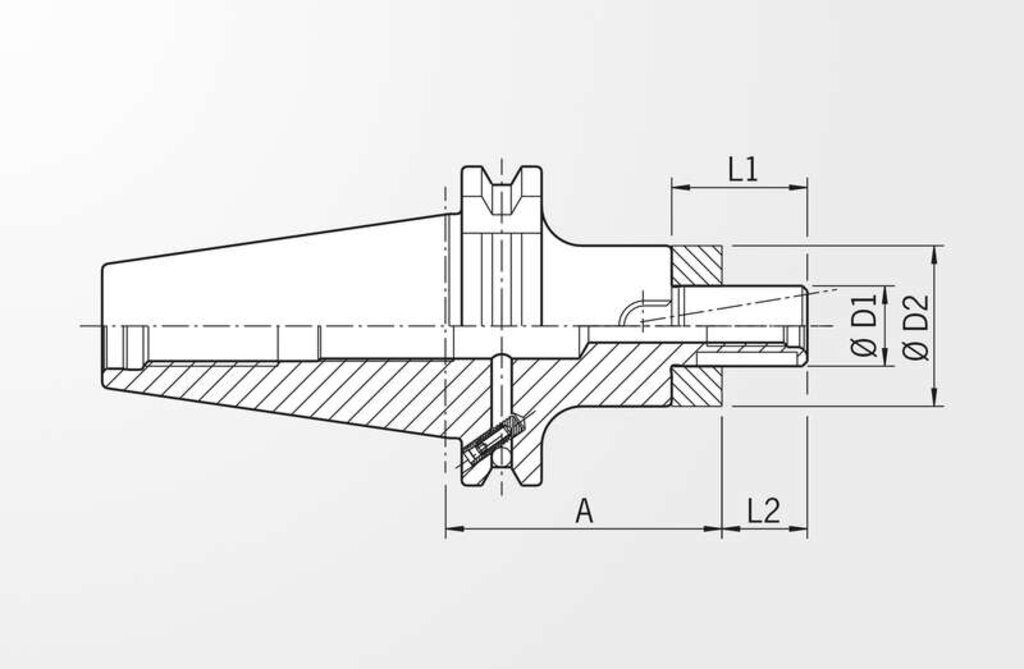
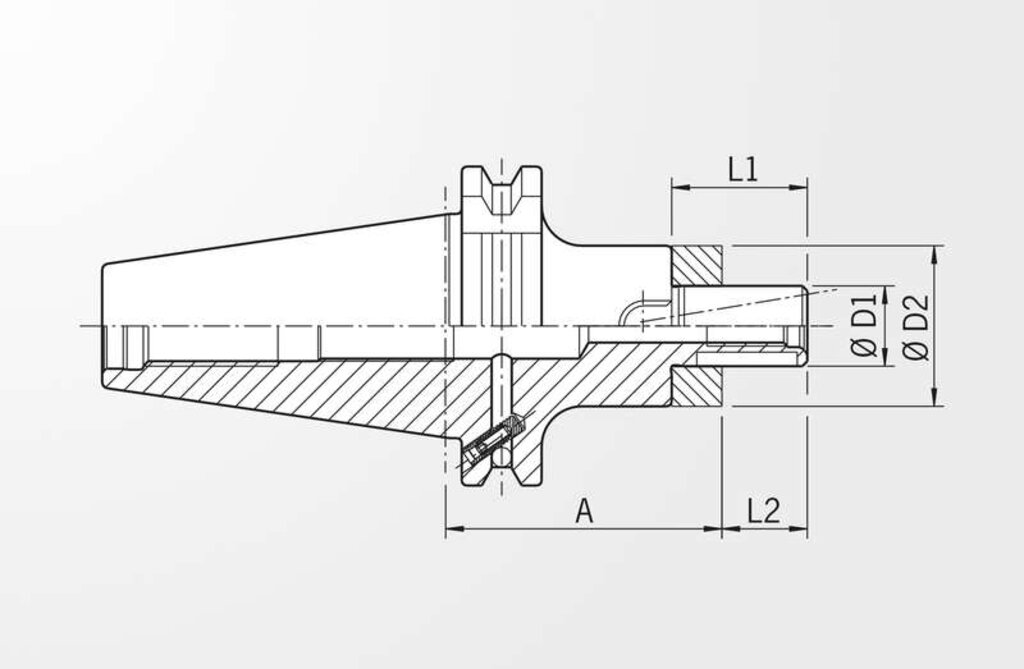
技术规格
壳铣刀刀柄, DIN ISO 7388-1, SK40
| 说明 | 规范: | 价值: 公制/ 寸 |
|---|---|---|
| A长度的版本 | 短 | |
| 长度A | A | 55 mm |
| 直径2 | D2 | 32 mm |
| 长度1 | L1 | 27 mm |
| 长度2 | L2 | 17 mm |
| 接口 | SK40 | |
| 夹持部位的直径 | D1 | 16 mm |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的单元基础 | C14 | 9 |
| 机器侧的连接代码的格式 | C12 | 17 |
| 机器侧的联接螺纹的名义尺寸 | C13 | M16 |
| 机器侧的连接代码的尺寸 | C2 | 0400 |
| 机器侧的连接代码的类型 | C11 | SKG |
| 公司的识别 | J3 | HAI |
| 质量(重量) | D7 | 1,090 kg |
| 到机器端的接口代码 | J6 | SKG04001795 |
| Connection code type machine side | CCTMS | SKG |
| Company identification | COMPC | HAI |
| Weight | WT | 1,090 kg |