고성능 고주파 방식 열박음기계에 적합한 열박음 척입니다.
중절삭 가공을 위해 기존에 사용되던 웰던 툴홀더을 대체하는 툴홀더가 마침내 등장하였습니다. 헤비 듀티척은 극도의 가공 조건을 위한 열박음척 입니다. 가장 높은 강성과 클램핑 힘을 위해 최적화된 형상


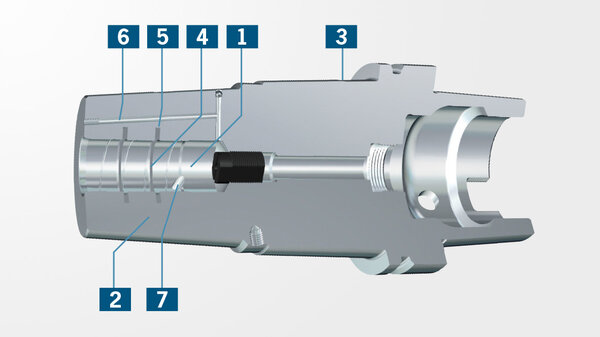
설명
헤비 듀티 열박음 척, DIN ISO 7388-1, SK50
(이전 DIN 69871)
품질 기준
25,000 rpm 또는 U에서 척 파인발란스 G2.5 < 1 gmm
모든 기능적 표면이 연마됨
테이퍼 공차 AT3
쿨런트 공급 규격 AD/AF
- 공구 생크의 부드러운 클램핑
- 열박음 후에도 공구 생크의 형상 변화가 없음
- 높은 런아웃 정밀도: 3 μm
- 보강된 외부 형상
- 클램핑 보어 내부에 그루브 홈이 가공됨
- 밸런싱 보정을 위한 밸런싱 스크류 자리 포함
- 밀폐가 가능한 쿨젯 보어를 기본으로 포함
- HAIMER의 모든 20kW 열박음 장치 또는 13kW HD-Coil에서 열박음이 가능함
제공 범위
- 백업스크류 포함
하이머 팁
8000U/min 이상 RPM의 경우 Cool Flash 쿨링 방식을 권장합니다. (선택 옵션)


기술 사양
공지 사항
기술데이터는 사전통보없이 변경될 수 있습니다.
| 설명 | 표준: Haimer | 값: metric/inch |
|---|---|---|
| 클램핑 직경 | D1 | 32 mm / 1.26 inch |
| 길이 A | A | 200 mm / 7.874 inch |
| A 길이 버전 | ZG200 | |
| 직경 2 | D2 | 70 mm / 2.756 inch |
| 직경 3 | D3 | 85 mm / 3.346 inch |
| 길이 | L | 61 mm / 2.402 inch |
| 인터페이스 | SK50 | |
| 업그레이드 | mit Cool Jet |
| 설명 | 표준: DIN 4000 | 값: metric/inch |
|---|---|---|
| 중량 (무게) | D7 | 9,253 kg |
| 기계측 연결 코드 | C11 | SKG |
| 기계측 연결 코드 | C12 | 17 |
| 기계측 연결 나사 직경 | C13 | M24 |
| 기본 기계측 연결 코드 | C14 | 9 |
| 기계측 연결 코드 스타일 | C15 | 5 |
| 기계측 연결 사이즈 코드 | C2 | 0500 |
| 워크측의 연결 코드 타입 | C51 | ZYL |
| 워크측의 연결 코드 타입 | C52 | 10 |
| 기본 워크측 연결 코드 | C54 | 1 |
| 워크측 연결 코드 스타일 | C55 | 5 |
| 절단 방향 | E1 | N |
| 절삭유 출구 스타일 코드 | H22 | 3 |
| 회사 식별 | J3 | HAI |
| 머신측의 인터페이스 | J6 | SKG05001795 |
| 설명 | 표준: ISO 13399 | 값: metric/inch |
|---|---|---|
| Weight | WT | 9,253 kg |
| Connection code type machine side | CCTMS | SKG |
| Connection code unit base workpiece side | CCUWS | 1 |
| Connection code style workpiece side | CCSWS | 5 |
| Hand | HAND | N |
| coolant exit style code | CXSC | 3 |
| Company identification | COMPC | HAI |