热缩刀柄适用于所有感应式热缩机。
强力热缩刀柄是用于高速加工,提供很大切削能力的刀柄。优化的设计减缓振动并保持高刚性,为机床、主轴和刀具提供更多的保护。


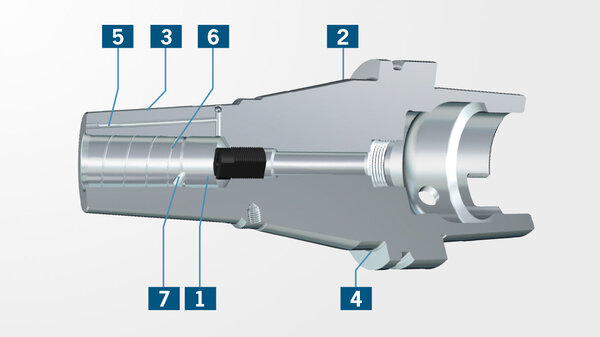
说明
强力热缩刀柄, DIN ISO 7388-1, SK50
(旧标准 DIN 69871)
质量护照
刀柄精细动平衡 G2.5, 25,000 1/min
所有的功能表面都是精加工的
锥柄公差符合AT3
切削液供给采用 AD/AF 型
- 提升主轴转速、更高的进给量和更大的切削深度,大大增加金属切削的加工能力
- 较短的加工时间
- 静音运行,因此获得更好的工件表面质量且保护刃具、主轴和机床
- 提高加工精度
- 含用于调整动平衡的螺纹孔
- 含侧壁冷却喷孔,可封闭
- 高刚性
- 顶端纤细
- 减小振动
- 高夹紧力
- 特别适合高速加工和重载铣削
- 使用普遍,所占刀库空间小
交付范围
- 含有支撑螺钉
翰默-提普
对于转速超过8000转/min的应用,我们推荐环绕冷却系统。(选配)


技术规格
通知
技术数据变更恕不通知。
| 说明 | 规范: 翰默 | 价值: 公制/寸 |
|---|---|---|
| 夹持部位的直径 | D1 | 25 mm / 0.984 inch |
| 长度A | A | 200 mm / 7.874 inch |
| A长度的版本 | ZG200 | |
| 直径2 | D2 | 44 mm / 1.732 inch |
| 直径3 | D3 | 78 mm / 3.071 inch |
| 长度 | L | 58 mm / 2.283 inch |
| 接口 | SK50 | |
| 升级 | mit Cool Jet |
| 说明 | 规范: DIN 4000 | 价值: 公制/寸 |
|---|---|---|
| 质量(重量) | D7 | 6,570 kg |
| 标准数量的设备图纸 | NSM | DIN4000-89 |
| 法兰直径 | A4 | 97,5 mm / 3.839 inch |
| 机器侧的连接代码的类型 | C11 | SKG |
| 机器侧的连接代码的格式 | C12 | 17 |
| 机器侧的联接螺纹的名义尺寸 | C13 | M24 |
| 机器侧的连接代码的单元基础 | C14 | 9 |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的尺寸 | C2 | 0500 |
| 工件侧的连接代码的类型 | C51 | ZYL |
| 工件侧的连接代码的格式 | C52 | 10 |
| 工件侧的连接代码的单元基础 | C54 | 1 |
| 工件侧的连接代码的风格 | C55 | 5 |
| 手动 | E1 | N |
| 冷却剂出口样式代码 | H22 | 3 |
| 公司的识别 | J3 | HAI |
| 到机器端的接口代码 | J6 | SKG05001795 |
| 说明 | 规范: ISO 13399 | 价值: 公制/寸 |
|---|---|---|
| Weight | WT | 6,570 kg |
| Standard number of properties layout | NSM | DIN4000-89 |
| Flange diameter | DF | 97,5 mm / 3.839 inch |
| Connection code type machine side | CCTMS | SKG |
| Connection code unit base workpiece side | CCUWS | 1 |
| Connection code style workpiece side | CCSWS | 5 |
| Hand | HAND | N |
| coolant exit style code | CXSC | 3 |
| Company identification | COMPC | HAI |