V2004UK – Duo-Lock HAIMER MILL 球头
模块化的铣刀头

特点
 螺旋角 32/34°
螺旋角 32/34°
 球头铣刀
球头铣刀
 4刃
4刃
应用
 进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
 45° 坡铣,球头铣刀
45° 坡铣,球头铣刀
 球头槽铣
球头槽铣
 进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
 铣
铣
材料应用领域
 钢
钢
 不锈钢
不锈钢
 铸铁
铸铁
 高温合金和钛合金
高温合金和钛合金
 非铁金属
非铁金属
 硬质材料
硬质材料
V2004UK – Duo-Lock HAIMER MILL
球头
模块化的铣刀头
质量护照
精细动平衡
很好的长度重复精度
硬质合金刀头与Duo-Lock模块式接口可以获得很好的稳定性、负载能力和跳动精度。
- 颈部有助于更大的切深
- 球头铣刀 不等螺旋角
- 精细动平衡
- 可重复的长度一致性
- 适用于几乎所有的材料 用于粗精加工 仿形铣削 轮廓铣削
V2004UK – Duo-Lock HAIMER MILL
球头
| 说明 | 规范: | 价值: 公制/ 寸 |
|---|---|---|
| Duo-Lock接口尺寸 | DL10 | |
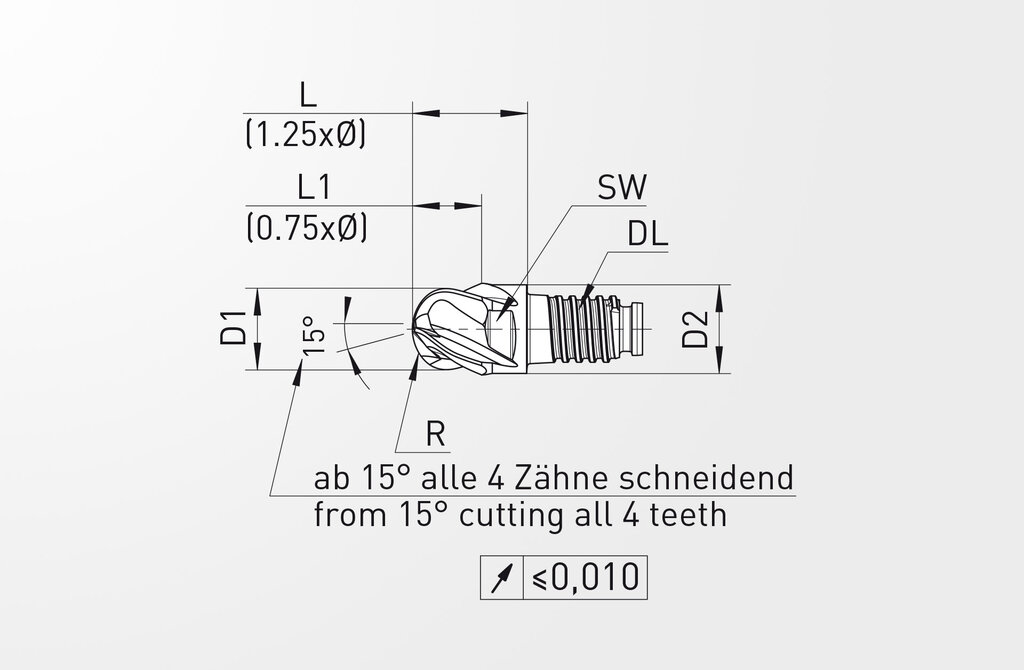
| 刃口直径 | D1 | 10 mm |
| 冷却 | 无冷却 | |
| D1公差 | f9 | |
| 切削刃数 | Z | 4 |
| 刃长 | L1 | 7,5 mm |
| 头部长度 | L | 12,5 mm |
| 孔颈直径 | D2 | 9,6 mm |
| 柄径 | D | 7,5 mm |
| 柄部长度 | LS | 12,5 mm |
| 扳手尺寸 | 8 | |
| 类型 | L1 max, = 7,5 | |
| 螺旋角 | 32,5/34,5 ° | |
| 翰默材料 | D | |
| 翰默涂层 | A | |
| 扭矩 | 20 Nm | |
| 刃口直径 | A1 | 10 mm |
| 周边有效切削刃数 | F21 | 4 |
| 切削刃最大长度 | B2 | 7,5 mm |
| 总长度 | B5 | 25 mm |
| 头部长度 | B6 | 12,5 mm |
| 孔颈直径 | A5 | 9,6 mm |
| 连接直径,机器侧 | C3 | 7,5 mm |
| 柄部长度 | C4 | 12,5 mm |
| 螺旋角 | F4 | 33,5 ° |
| 质量(重量) | D7 | 0,013 kg |
| 标准数量的设备图纸 | NSM | DIN4000-82 |
| 有效长度 | B4 | 12,5 mm |
| 悬伸长度 | B3 | 12,5 mm |
| 功能性长度 | B71 | 12,5 mm |
| 机器侧的连接代码的类型 | C11 | SAH |
| 机器侧的连接代码的格式 | C12 | 01 |
| 机器侧的连接代码的单元基础 | C14 | 8 |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的尺寸 | C2 | 0100 |
| ISO铣刀类型 | D11 | K |
| 手动 | F1 | R |
| 螺旋槽升角 | F3 | R |
| 侧面的有效切削刃数 | F22 | 4 - |
| 端面的切削刃数量 | F27 | 1 - |
| 制造商的材料等级 | H3 | VHM |
| 涂层 | H5 | ALTIN |
| 刀具类型 | H4 | H |
| 指定等级标准,主要应用 | H11 | HC |
| 公司的识别 | J3 | HAI |
| 到机器端的接口代码 | J6 | SAH01000185 |
| 金属切削加工过程 | J8 | FPR |
| 剖面半径 1 | G4 | 5 mm |
| Weight | WT | 0,013 kg |
特点
螺旋角 32/34°
螺旋角 32/34°
螺旋角 32/34°
球头铣刀
球头铣刀
球头铣刀
4刃
4刃
4刃
应用
- 适用于几乎所有的材料 用于粗精加工 仿形铣削 轮廓铣削
应用领域 - 材料
主要应用领域
钢
P
除了奥氏体结构钢外的所有类型钢与铸钢
其他应用领域
不锈钢
M
奥氏体不锈钢,奥氏体 - 铁素体钢与铸钢
铸铁
K
灰铸铁,球墨铸铁,可锻铸铁,蠕墨铸铁
高温合金和钛合金
S
铁、镍和钴基耐热合金,钛和钛合金
非铁金属
N
铝和其他的非铁金属,非铁材料
硬质材料
H
淬火钢,硬铸铁材料,冷硬铸铁
业务
进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
45° 坡铣,球头铣刀
45° 坡铣,球头铣刀
球头槽铣
球头槽铣
进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
铣
铣
冷却

乳化液
乳化液

气冷
气冷

干式切削
干式切削

微量润滑
微量润滑
下载
注册后可免费下载我们产品网站上的 CAD 数据(DXF 和 STP)。
切割数据

V2004UK – Duo-Lock HAIMER MILL
球头
说明
V2004UK – Duo-Lock HAIMER MILL
球头
模块化的铣刀头
质量护照
精细动平衡
很好的长度重复精度
硬质合金刀头与Duo-Lock模块式接口可以获得很好的稳定性、负载能力和跳动精度。
- 颈部有助于更大的切深
- 球头铣刀 不等螺旋角
- 精细动平衡
- 可重复的长度一致性
- 适用于几乎所有的材料 用于粗精加工 仿形铣削 轮廓铣削
技术规格
V2004UK – Duo-Lock HAIMER MILL
球头
| 说明 | 规范: | 价值: 公制/ 寸 |
|---|---|---|
| Duo-Lock接口尺寸 | DL10 | |
| 刃口直径 | D1 | 10 mm |
| 冷却 | 无冷却 | |
| D1公差 | f9 | |
| 切削刃数 | Z | 4 |
| 刃长 | L1 | 7,5 mm |
| 头部长度 | L | 12,5 mm |
| 孔颈直径 | D2 | 9,6 mm |
| 柄径 | D | 7,5 mm |
| 柄部长度 | LS | 12,5 mm |
| 扳手尺寸 | 8 | |
| 类型 | L1 max, = 7,5 | |
| 螺旋角 | 32,5/34,5 ° | |
| 翰默材料 | D | |
| 翰默涂层 | A | |
| 扭矩 | 20 Nm | |
| 刃口直径 | A1 | 10 mm |
| 周边有效切削刃数 | F21 | 4 |
| 切削刃最大长度 | B2 | 7,5 mm |
| 总长度 | B5 | 25 mm |
| 头部长度 | B6 | 12,5 mm |
| 孔颈直径 | A5 | 9,6 mm |
| 连接直径,机器侧 | C3 | 7,5 mm |
| 柄部长度 | C4 | 12,5 mm |
| 螺旋角 | F4 | 33,5 ° |
| 质量(重量) | D7 | 0,013 kg |
| 标准数量的设备图纸 | NSM | DIN4000-82 |
| 有效长度 | B4 | 12,5 mm |
| 悬伸长度 | B3 | 12,5 mm |
| 功能性长度 | B71 | 12,5 mm |
| 机器侧的连接代码的类型 | C11 | SAH |
| 机器侧的连接代码的格式 | C12 | 01 |
| 机器侧的连接代码的单元基础 | C14 | 8 |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的尺寸 | C2 | 0100 |
| ISO铣刀类型 | D11 | K |
| 手动 | F1 | R |
| 螺旋槽升角 | F3 | R |
| 侧面的有效切削刃数 | F22 | 4 - |
| 端面的切削刃数量 | F27 | 1 - |
| 制造商的材料等级 | H3 | VHM |
| 涂层 | H5 | ALTIN |
| 刀具类型 | H4 | H |
| 指定等级标准,主要应用 | H11 | HC |
| 公司的识别 | J3 | HAI |
| 到机器端的接口代码 | J6 | SAH01000185 |
| 金属切削加工过程 | J8 | FPR |
| 剖面半径 1 | G4 | 5 mm |
| Weight | WT | 0,013 kg |
特点
螺旋角 32/34°
螺旋角 32/34°
螺旋角 32/34°
球头铣刀
球头铣刀
球头铣刀
4刃
4刃
4刃
应用
应用
- 适用于几乎所有的材料 用于粗精加工 仿形铣削 轮廓铣削
应用领域 - 材料
主要应用领域
钢
P
除了奥氏体结构钢外的所有类型钢与铸钢
其他应用领域
不锈钢
M
奥氏体不锈钢,奥氏体 - 铁素体钢与铸钢
铸铁
K
灰铸铁,球墨铸铁,可锻铸铁,蠕墨铸铁
高温合金和钛合金
S
铁、镍和钴基耐热合金,钛和钛合金
非铁金属
N
铝和其他的非铁金属,非铁材料
硬质材料
H
淬火钢,硬铸铁材料,冷硬铸铁
业务
进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
45° 坡铣,球头铣刀
45° 坡铣,球头铣刀
球头槽铣
球头槽铣
进给方向(侧铣,坡铣,钻孔)
进给方向(侧铣,坡铣,钻孔)
铣
铣
冷却
乳化液
乳化液
气冷
气冷
干式切削
干式切削
微量润滑
微量润滑
下载
下载
注册后可免费下载我们产品网站上的 CAD 数据(DXF 和 STP)。
切割数据
切割数据
V2004UK – Duo-Lock HAIMER MILL
球头
所有产品种类
借助我们的过滤器,您可以通过选择属性来缩小搜索范围。
过滤器
| 订购号 | Duo-Lock接口尺寸 | 刃口直径 | 刃长 | 切削刃数 | 头部长度 | 柄径 | 翰默涂层 | 下载 | 公制/ 寸 |
|---|---|---|---|---|---|---|---|---|---|
| DL10V2004UK1000RDA | DL10 | 10 mm | 7,5 mm | 4 | 12,5 mm | 7,5 mm | A |
注册后下载
|
|
| DL10V2004UK1000RDAKR | DL10 | 10 mm | 7,5 mm | 4 | 12,5 mm | 7,5 mm | A |
|
|
| DL12V2004UK1200RDA | DL12 | 12 mm | 9 mm | 4 | 15 mm | 8,5 mm | A |
注册后下载
|
|
| DL12V2004UK1200RDAKR | DL12 | 12 mm | 9 mm | 4 | 15 mm | 8,5 mm | A |
|
|
| DL16V2004UK1600RDA | DL16 | 16 mm | 12 mm | 4 | 20 mm | 11,5 mm | A |
注册后下载
|
|
| DL16V2004UK1600RDAKR | DL16 | 16 mm | 12 mm | 4 | 20 mm | 11,5 mm | A |
|
|
| DL20V2004UK2000RDA | DL20 | 20 mm | 15 mm | 4 | 25 mm | 14,5 mm | A |
注册后下载
|
|
| DL20V2004UK2000RDAKR | DL20 | 20 mm | 15 mm | 4 | 25 mm | 14,5 mm | A |
|