热缩刀柄用于夹持圆柱直柄刃具,适用于各种热缩机。
AD/AF型 SK40 锥柄符合 DIN ISO 7388-1 (旧标准 DIN 69871) 和DIN 69882-8
的热缩刀柄。
AD/AF型:中心冷却或可密封的法兰冷却。


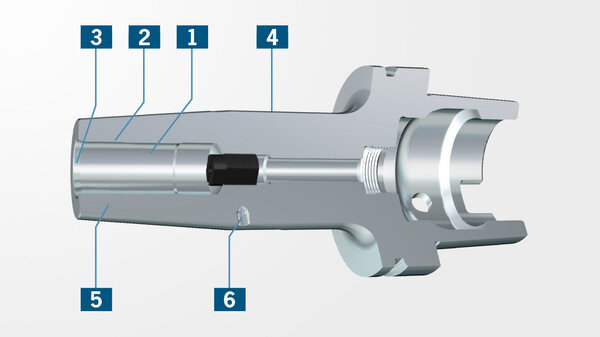
说明
标准型热缩刀柄, DIN ISO 7388-1, SK40
(旧标准 DIN 69871)
质量护照
刀柄精细动平衡 G2.5, 25,000 1/min 或 U < 1 gmm
所有的功能表面都是精加工的
锥柄公差符合AT3
切削液供给采用 AD/AF 型
- 耐热钢
- 硬度54 – 2 HRC
- 用于高速钢和硬质合金刃具
- 要求刃具柄部精度为h6
- 含用于调整动平衡的螺纹孔
交付范围
- 含有支撑螺钉
翰默-提普
为了对刀具进行稳定和精确的冷却,我们推荐选配的冷却系统中的冷却喷孔。(Ø 3-5毫米带冷却细缝)
对于转速超过8000转/min的应用,我们推荐环绕冷却系统。(选配)


技术规格
通知
技术数据变更恕不通知。
| 说明 | 规范: 翰默 | 价值: 公制/寸 |
|---|---|---|
| 夹持部位的直径 | D1 | 6 mm / 0.236 inch |
| 长度A | A | 120 mm / 4.724 inch |
| A长度的版本 | ZG120 | |
| 直径2 | D2 | 21 mm / 0.827 inch |
| 直径3 | D3 | 27 mm / 1.063 inch |
| 接口 | SK40 |
| 说明 | 规范: DIN 4000 | 价值: 公制/寸 |
|---|---|---|
| 质量(重量) | D7 | 1,301 kg |
| 法兰直径 | A4 | 63,55 mm / 2.502 inch |
| 产品类型的代码 | BLD | 508145 |
| 机器侧的连接代码的类型 | C11 | SKG |
| 机器侧的连接代码的格式 | C12 | 17 |
| 机器侧的联接螺纹的名义尺寸 | C13 | M16 |
| 机器侧的连接代码的单元基础 | C14 | 9 |
| 机器侧的连接代码的风格 | C15 | 5 |
| 机器侧的连接代码的尺寸 | C2 | 0400 |
| 平衡等级 | D5 | G2,5/25000 |
| 最高转速 | D6 | 25000 |
| 平衡装置 | D51 | 1 |
| 手动 | E1 | N |
| 到机器端的接口代码 | J6 | SKG04001795 |
| 说明 | 规范: ISO 13399 | 价值: 公制/寸 |
|---|---|---|
| Weight | WT | 1,301 kg |
| Flange diameter | DF | 63,55 mm / 2.502 inch |
| Connection code type machine side | CCTMS | SKG |
| Hand | HAND | N |